Il trasduttore ultrasonico della sonda dell'attrezzatura di ispezione ultrasonica dell'attrezzatura di ndt ha sincronizzato - allini Prob
1. Sonda diritta: sonda diritta di cristallo di p-Wave del doppio diritto della sonda di p-Wave del monocristallo
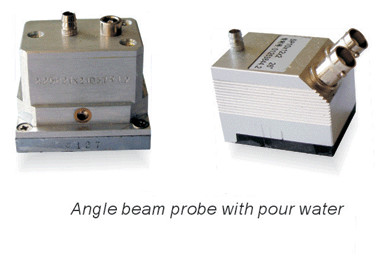
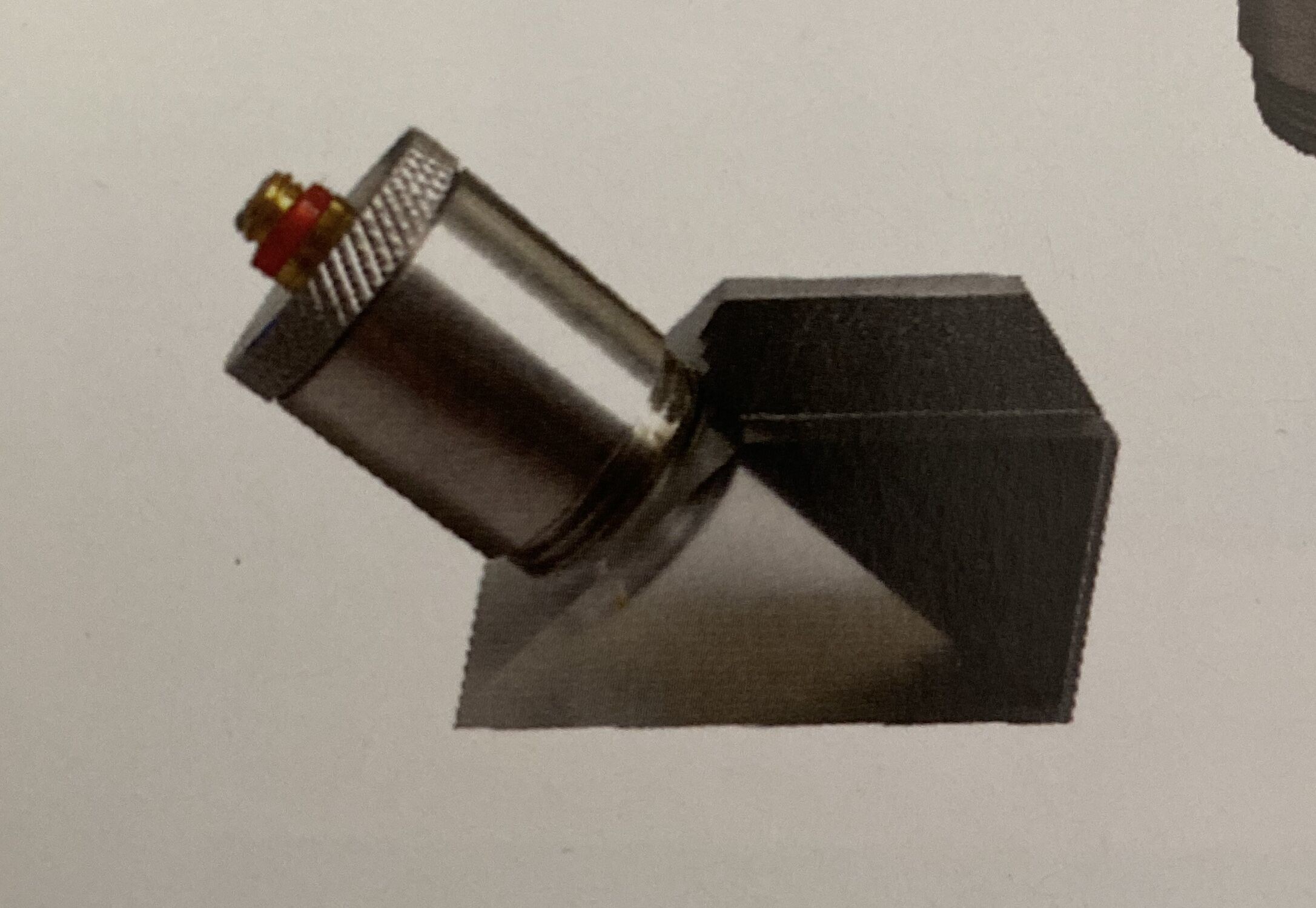
2. La sonda di angolo: sonda a1 di angolo del taglio del monocristallo < aL="">
Al obliquo monocristallino della sonda di p-Wave
AL è una sonda rampicante dell'onda vicino a a1. L'onda longitudinale trasmessa lungo la superficie del pezzo in lavorazione presenta i vantaggi della velocità veloce, l'alta energia, la lunghezza d'onda lunga, profondità più profonda di rilevazione che l'onda di superficie ed il requisito della finitura superficia del pezzo in lavorazione è superiore a quello dell'onda di superficie (lunghezza d'onda di frequenza 2.5mhz circa 2.4mm).
3. Sonda con curvatura: curvatura circonferenziale, curvatura radiale.
La sonda circonferenziale di curvatura è adatta a rilevazione dei difetti assiali in tubi di acciaio senza cuciture, tubi saldati diritti, pezzi fucinati tubolari e pezzi in lavorazione assiali. Quando il diametro del pezzo in lavorazione è meno di 2000mm, la curvatura circonferenziale della sonda sarà frantumata per assicurare la buona coppia.
La sonda radiale di curvatura è adatta rilevazione dei difetti radiali in tubo d'acciaio senza cuciture, saldatura testa a testa del tubo d'acciaio, pezzo fucinato del barilotto, pezzo in lavorazione dell'asse, ecc. Quando il diametro del pezzo in lavorazione è meno di 600mm, la curvatura radiale della sonda dovrebbe essere frantumata per assicurare la buona coppia.
4. Sonda di focalizzazione: linea messa a fuoco di messa a fuoco del punto.
5. Sonda dell'onda di superficie: (quando l'angolo d'incidenza dell'onda longitudinale è superiore o uguale al secondo angolo critico, l'angolo della rifrazione dell'onda trasversale è uguale a 90 formare un'onda di superficie).
L'onda trasversale trasmessa lungo la superficie del pezzo in lavorazione ha un'energia ed a onde corte a bassa velocità e bassi e la profondità di rilevazione è più bassa dell'onda strisciante. Di conseguenza, i requisiti della finitura superficia del pezzo in lavorazione sono più rigorosi dell'onda strisciante.
La rilevazione di onda di superficie può individuare soltanto i difetti ad una profondità di due lunghezze d'onda dalla superficie del pezzo in lavorazione. (lunghezza d'onda di frequenza 2.5mhz circa 1.3mm).


 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!