Guadagno automatico DAC PAC Curve Gate Expansion Weld B Display Train Track Rail Ultrasound Flaw Detector
Introduzione principale
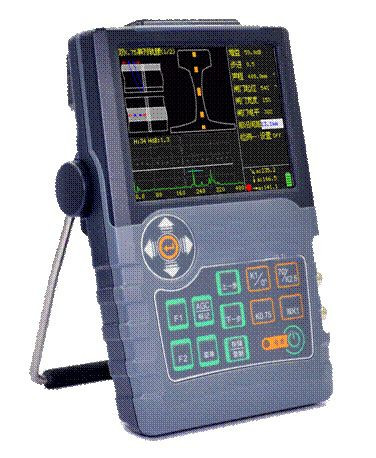
FD-9008HT Rilevatore di difetti a ultrasuoni per saldatura di binari - portatile, facile da usare e affidabile
Il rilevatore di difetti ad ultrasuoni per saldatura di rotaie appositamente realizzato secondo TB/T 2658.21-2007 Rail Weld Ultrasonic Flaw Detection Operation, uno standard del Ministero delle Ferrovie, può collegare simultaneamente varie sonde necessarie per il rilevamento di difetti ad ultrasuoni di saldatura di rotaie, preimpostare i parametri di rilevamento dei difetti, su rilevamento dei difetti del sito, interruttore a un pulsante, veloce e semplice, prestazioni eccellenti e potenti funzioni.È la prima scelta per il rilevamento ultrasonico dei difetti di saldatura delle rotaie.
Caratteristiche principali
■ Facile da usare: uno strumento su misura in base ai requisiti del processo di rilevamento dei difetti di saldatura delle rotaie.Funziona su più canali ed è in grado di rilevare diverse aree della saldatura della rotaia
È necessario sostituire la sonda, modificare i parametri di impostazione e cambiare il canale con un tasto per completare il rilevamento di diverse aree della testa della rotaia di saldatura, dell'anima della rotaia e del fondo della rotaia.
■ Piccolo volume: è il più piccolo rilevatore di difetti di saldatura di binari con display da 5,7 pollici.
■ Leggero: il peso dell'intera macchina inclusa la batteria è di soli 1,4 kg.
■ Basso consumo energetico: la batteria può funzionare ininterrottamente per più di 6 ore al massimo.
■ Alte prestazioni: i principali indicatori tecnici come il margine di sensibilità del rilevamento dei difetti, la linearità verticale, la linearità orizzontale, la gamma dinamica, ecc. sono superiori agli standard nazionali pertinenti.
■ Funzioni multiple: interfaccia USB, controllo automatico del guadagno, DAC, espansione del gate, copia dello schermo, ecc.
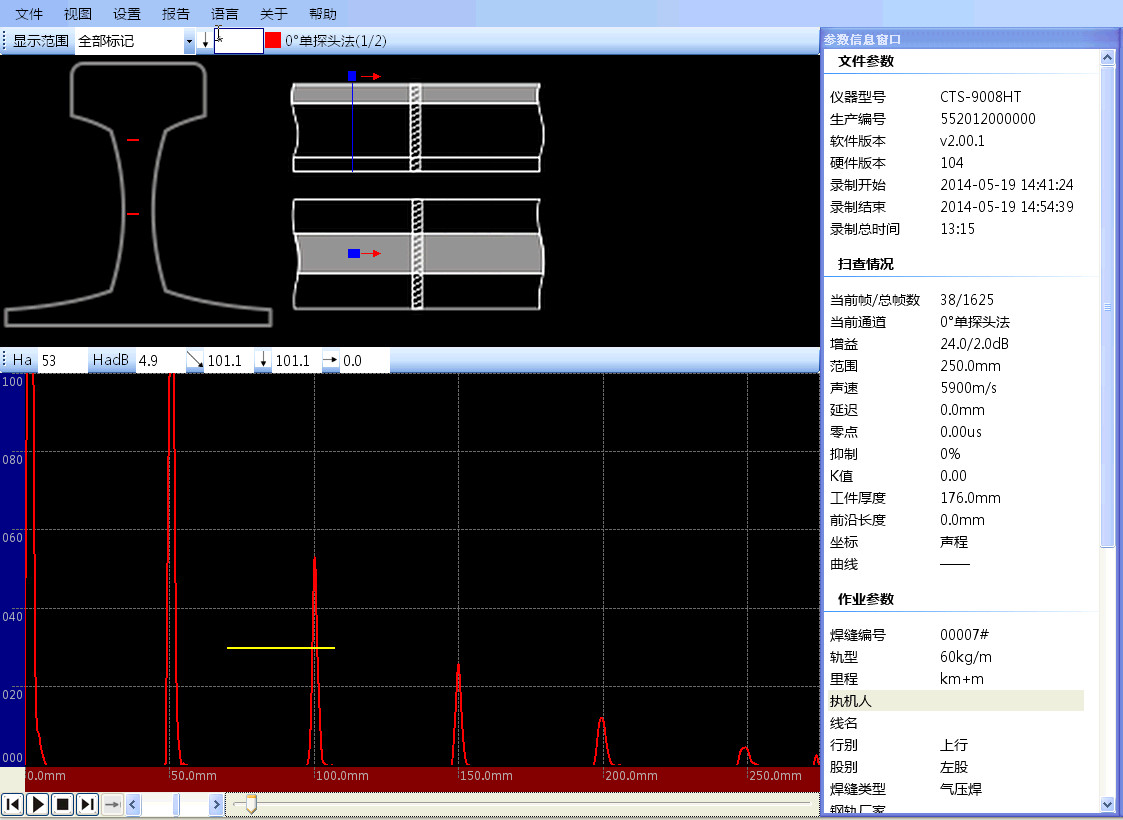
■ Display B: ha la funzione di mappa del segno di visualizzazione B del cordone di saldatura, che viene utilizzato per distribuire automaticamente il segnale di allarme sulla sezione a forma di I del cordone di saldatura della rotaia
Marcatura;Il processo di rilevamento ha un diagramma schematico dei prompt dei passaggi.I passaggi e i risultati del test sono chiari a colpo d'occhio.
■ Registrazione di cortometraggi: è possibile selezionare la memoria interna o la memoria su disco U.La memoria interna del computer può essere trasferita sul disco flash USB.Il software del computer superiore ha la riproduzione di file di cortometraggi e funzioni di gestione.
• La frequenza di campionamento massima è di 240 MHz e la risoluzione della misurazione è di 0,1 mm.
• La gamma di frequenza operativa è 0,5 ~ 8 MHz e il margine di sensibilità è fino a 65 dB.
· Il menu di selezione del canale di tipo Wizard, combinato con il diagramma schematico delle fasi di rilevamento, rende il processo di rilevamento semplice e veloce.
· Rapporto di rilevamento dei difetti umanizzato, marcatura rapida della natura del difetto, posizione del danno, tecnologia di elaborazione, ecc. e analisi successiva intuitiva e chiara.
• 20 ~ 500Hz dispone di 10 frequenze di ripetizione dell'impulso regolabili per evitare segnali di riverbero durante il rilevamento dei difetti.
• La funzione della mappa di marcatura del display della saldatura B è quella di contrassegnare automaticamente o manualmente la distribuzione dei segnali di allarme sulla sezione di saldatura della rotaia.
• Scansione seriale e doppia K basata sull'encoder, imaging di scansione una tantum del diagramma di allarme difetto della sezione di saldatura.
• Cooperare con le funzioni peak echo e image freeze per determinare rapidamente l'ondata più alta di difetti e il rilevamento dei difetti è più efficiente.
La curva DAC, combinata con la funzione di confronto dell'eco, semplifica la quantificazione dell'eco a diverse distanze e diverse ampiezze.
Sulla base della funzione della curva PAC scansionata dall'encoder, l'ampiezza dei difetti della stessa dimensione a diverse profondità viene regolata automaticamente e l'effetto dell'immagine di scansione è più vicino all'effettivo.
• Lo schermo TFT a colori importato da 5,7 ″ con ampio angolo di visione, alta luminosità e alta definizione ha una visione chiara dei dettagli.
• Diverse combinazioni di colori soddisfano le esigenze di diversi scenari e abitudini di utilizzo.

| Numero |
Interfaccia |
Posizione di rilevamento |
| 1 |
Singolo K2.5 |
Eseguire la scansione della testata della rotaia dalla pedata della testata della rotaia o dal lato della testata della rotaia (in caso di singolo canale superiore della testata della rotaia K2.5) e scansionare la parte inferiore della rotaia dalla pendenza inferiore della rotaia (in caso di singolo canale di piede della rotaia K2.5) ) |
| 2 |
Singolo K1 |
Scansione dalla superficie della pedata della testata della rotaia alla testata della rotaia, all'anima della rotaia e alla parte inferiore della rotaia (in caso di singolo canale superiore della testata della rotaia K1) |
| 3 |
Singolo 0° |
Scansione dalla superficie della pedata del fungo della rotaia alla testa della rotaia, all'anima della rotaia e alla parte inferiore della rotaia (in caso di singolo canale superiore della testa della rotaia a 0°) |
| 4 |
Doppio 70° |
La singola doppia sonda a 70° viene utilizzata per scansionare il fungo della rotaia dalla pedata o dal lato del fungo della rotaia (in caso di doppio canale del fungo della rotaia a 70°);Questa coppia di prese viene utilizzata anche per definire il lato della testata della rotaia doppia K1 e K-scan della testata della rotaia (quando viene utilizzato il canale laterale della testata della rotaia doppia K1) |
| 5 |
Doppio K0.75 |
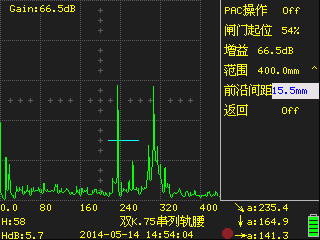
Scansione in tandem dalla superficie del battistrada della testata della rotaia alla vita della rotaia (quando il doppio canale della vita della rotaia in tandem K0.75) |
| 6 |
Doppio K1 |
K-scansione della parte inferiore della rotaia dal lato della parte inferiore della rotaia (in caso di doppio canale laterale inferiore della rotaia K1) |
Applicazione :
Installare il telaio di scansione in una posizione corretta su entrambi i lati della saldatura.Regolare la manopola di spostamento della sonda del telaio di scansione per spostare le sonde tandem una dopo l'altra nella direzione opposta ed eseguire la scansione su e giù lungo la saldatura secondo il diagramma di scansione.
| Singola sonda angolare K2.5 |
Singola sonda angolare K1 |
|
|
| Utilizzando una singola sonda angolare K2.5, creare una curva DAC per i fori trasversali n. 1~5 nella zona B del blocco di prova GHT-5 ed eseguire la scansione del battistrada e del lato della rotaia con un'unica onda.La figura mostra l'eco dei difetti nella testa della rotaia. |
La singola sonda angolare K1 viene utilizzata per scansionare la vita della rotaia avanti e indietro dal battistrada della rotaia con un'unica onda.La figura mostra l'eco dei difetti al fondo della rotaia. |
| Sonda angolare doppia tandem K0.75 (A-scan) |
Doppia sonda angolare tandem K0.75 (scansione A+B) |
|
|
| Una coppia di sonde angolari K0.75 posizionate in tandem viene utilizzata per scansionare la vita della rotaia con il telaio di scansione.La figura mostra l'eco del foro 5 sul blocco di prova GHT-la. |
L'area a forma di I mostrata nella figura è la scansione B dei difetti nei fori 1~5 sul blocco di prova GHT-la. |
| Selezione guidata dei canali |
Modifica dei parametri operativi di rilevamento difetti |
| L'interfaccia di selezione guidata dei canali rende il processo di rilevamento chiaro a colpo d'occhio.Con il tasto di scelta rapida del canale, l'operazione è efficiente e flessibile. |
La modifica dei parametri dell'operazione di rilevamento dei difetti può contrassegnare rapidamente la natura del difetto, la posizione del danno, la tecnologia di elaborazione e altri parametri, facilitando l'analisi e la valutazione dei risultati del rilevamento dei difetti nella fase successiva. |
| Registra la riproduzione durante la scansione |
|
|
|
| Scansiona l'intero processo record.Può riprodurre, interrogare e generare rapporti sul computer superiore. |
|
Indicatori tecnici
| Elemento |
Unità |
Dati tecnici |
| Errore di linearità verticale |
% |
≤3 |
| Errore dell'attenuatore |
dB |
Ogni 12 ±1 |
| Gamma dinamica |
dB |
≥32 |
| Livello di rumore elettrico |
% |
≤10 (banda di frequenza: 1~5MHz) |
| Margine di sensibilità per il rilevamento dei difetti |
dB |
≥65 (sonda 2.5Z20N) |
| Risoluzione del foglio |
mm |
≤3(sonda 5C10N) |
| Risoluzione in campo lontano |
dB |
≥26 |
| Errore di linearità orizzontale |
% |
≤0,5 |
| Campo di rilevamento |
mm |
0 ~ 13000 (onda longitudinale in acciaio) |
| Intervallo di spostamento dell'impulso |
mm |
-10 ~ 1000 (onda longitudinale in acciaio) |
| Materiale Velocità del suono |
SM |
400 ~ 15000 |
| Portata zero della sonda |
µs |
0 ~ 200 |
| Regolazione del guadagno |
dB |
Intervallo: 0 ~ 110; Ingranaggio di regolazione: 0,5/2/6/12 |
| Frequenza di lavoro |
Mhz |
1 ~ 5 / 0,5 ~ 8 |
| Modalità di lancio |
|
Debole forte |
| Smorzamento |
|
Basso alto |
| Inibizione |
% |
0 ~ 80 |
| Modalità di rilevamento |
|
Rilevamento negativo/rilevamento positivo/rilevamento bidirezionale/filtraggio/RF |
| Frequenza di ripetizione |
Hz |
Regolabile in 10 gradi (20~500Hz regolabile, ma limitato dal campo di rilevamento, dalla velocità del suono del materiale, dallo spostamento dell'impulso, dal punto zero della sonda, ecc.) |
| Magazzinaggio |
|
500 set di set di dati, comprese le impostazioni dello strumento, lo stato di rilevamento dei difetti, i modelli di eco, ecc |
| Registrazione video |
|
Funzione di registrazione di cortometraggi (inclusa A-scan e mappa di marcatura dei cordoni di saldatura).Riproduzione di cortometraggi del computer superiore.È possibile selezionare il salvataggio interno o il salvataggio su disco flash USB. |
| Schema di marcatura della saldatura B |
|
Marchio di identificazione utilizzato per la distribuzione dei segnali di allarme sulla sezione saldata della rotaia.Ciò include la marcatura automatica e manuale. |
| Funzione di guadagno automatico |
|
Regola automaticamente l'ampiezza dell'eco nel gate all'ampiezza specificata
Impostazione dell'ampiezza: 40% / 50% / 60% / 70% / 80% / 90% / 100%
|
| Cancello |
|
1 cancello di allarme di misurazione
Modalità gate: off/ingresso onda/perdita onda
Sollevamento cancello: 0~109%
Larghezza cancello: 1~109%
Livello cancello: 10~90%
|
| Allarme |
|
off / on, abilita e disabilita il suono dell'allarme acustico |
| Funzione di correzione automatica |
|
Utilizzato per correggere la velocità del suono del materiale e il punto zero della sonda
Modalità di correzione: velocità del suono + punto zero
|
| Funzione di misurazione dell'angolo |
|
Utilizzato per misurare l'angolo della sonda |
| Funzione DAC |
|
Utilizzato per creare, configurare e applicare le curve DAC |
| Funzione PAC |
|
In tandem/K-scan basato sull'encoder, lo stesso segnale equivalente in diverse posizioni della saldatura viene compensato per il guadagno, in modo che il segnale riflesso dello stesso equivalente in ciascuna posizione sia vicino alla stessa sensibilità di rilevamento. |
| Funzione di trasferimento |
|
Trasferire il set di dati interno dello strumento sul disco USB tramite l'interfaccia USB |
| Archivio dati |
|
Scheda SD integrata (4G) |
| Schermo |
|
LCD TFT da 5,7" ad alta luminosità, 320×240 pixel |
| Funzione di ritorno alle impostazioni di fabbrica |
|
Ripristinare le impostazioni dello strumento allo stato di fabbrica |
| Alimentazione elettrica |
|
Adattatore o batteria al litio
Adattatore: ingresso CA 100 V ~ 240 V, uscita CC: CC 12 V
Batteria: 6,4 V ~ 8,4 V
|
| Tempo di lavoro della batteria |
h |
≥6 (relativo alla luminosità della luce di fondo) |
| temperatura di lavoro |
℃ |
-20 ~ +50 |
| Il peso |
kg |
Circa 1,4 (batteria inclusa) |
| Dimensione |
mm |
152×240×68 (larghezza × altezza × profondità) |
Telaio di scansione opzionale HRWS-C-K0.75
Il telaio di scansione della saldatura della rotaia HRWS-C-K0.75 è adatto per la scansione del rilevamento dei difetti in tandem ad ultrasuoni delle saldature della vita della rotaia (incluse la saldatura thermit, la saldatura a pressione del gas e la saldatura flash).Le caratteristiche principali del prodotto sono dimensioni ridotte, peso leggero, facile da trasportare, funzionamento semplice e pratico in loco.È un dispositivo di scansione essenziale per il rilevamento dei difetti di saldatura delle rotaie.
Pacchetto standard
Rilevatore di difetti ad ultrasuoni portatile FD-2008HT
Trasduttore a raggio dritto
Trasduttore a fascio angolare
Collegare il cavo per il trasduttore (BNC-LEMO 00 o LEMO 01-LEMO 00 opzionale)
Pacchetto batteria ricaricabile agli ioni di litio
Unità di alimentazione/caricabatteria
Manuale operativo in inglese
Certificato di calibrazione
accessori opzionali
Sonda dritta (5MHZ-ф20)
Sonda dritta (2.5MHZ-ф20)
Sonda dritta (2.25MHZ-ф20)
Sonda dritta (1MHZ-ф20)
Sonda angolare (4MHZ-45 gradi, 8*9mm)
Sonda angolare (4MHZ-60 gradi, 8*9mm)
Sonda angolare (4MHZ-70 gradi, 8*9mm)
Sonda angolare (4MHZ-80 gradi, 8*9mm)
Sonda angolare (2MHZ-45 gradi, 8*9mm)
Sonda angolare (2MHZ-60 gradi, 8*9mm)
Sonda angolare (2MHZ-70 gradi, 8*9mm)
Sonda angolare (2MHZ-80 gradi, 8*9mm)
Sonda T/R (5MHz-ф20mm, messa a fuoco 15mm)
Sonda T/R (2.5MHz-ф20mm, messa a fuoco 15mm)
Cavo di collegamento alla sonda (BNC-BNC)
Cavo di collegamento alla sonda (BNC-Lemo 00)
Cavo di collegamento alla sonda (Lemo 01-BNC)
Cavo di collegamento alla sonda (Lemo 01-Lemo 00)
Batteria agli ioni di litio
Adattatore di alimentazione (4A/9V)
Cavo di alimentazione
Blocco di prova V1
Blocco di prova V2
Blocchi di prova DAC, ASME ecc.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!